Regardless of whether you are completely new to metal additive manufacturing, have already made some prototype designs or are an advanced user of the technology, choosing the right alloy for your part can be a daunting task—especially if you are looking to using a completely new alloy for your component. However, the process doesn’t have to be overwhelming. Mike Baughman, materials engineer at GE Additive, explains.

At what point should additive users start thinking about alloy selection?
That is usually influenced by the additive modality they are looking at, but I would say that you should be aware of the alloys that are currently available. Because additive technology is relatively new, we don’t yet have the breadth of alloys that are used in conventional manufacturing. Users should be aware of what currently exists today, especially if they are not looking to run a material-development program.
The first step would be to identify the additive modality for the intended application and be aware of what materials currently are developed as commercial offerings, especially if they are not looking to run a materials development program.
However, while you should be aware of the alloys, you don’t need to be concerned about making parts from a specific material if you’re just starting your additive journey. You need to first think about the function of the design and what you need the component to do, rather than what it is going to be made of.
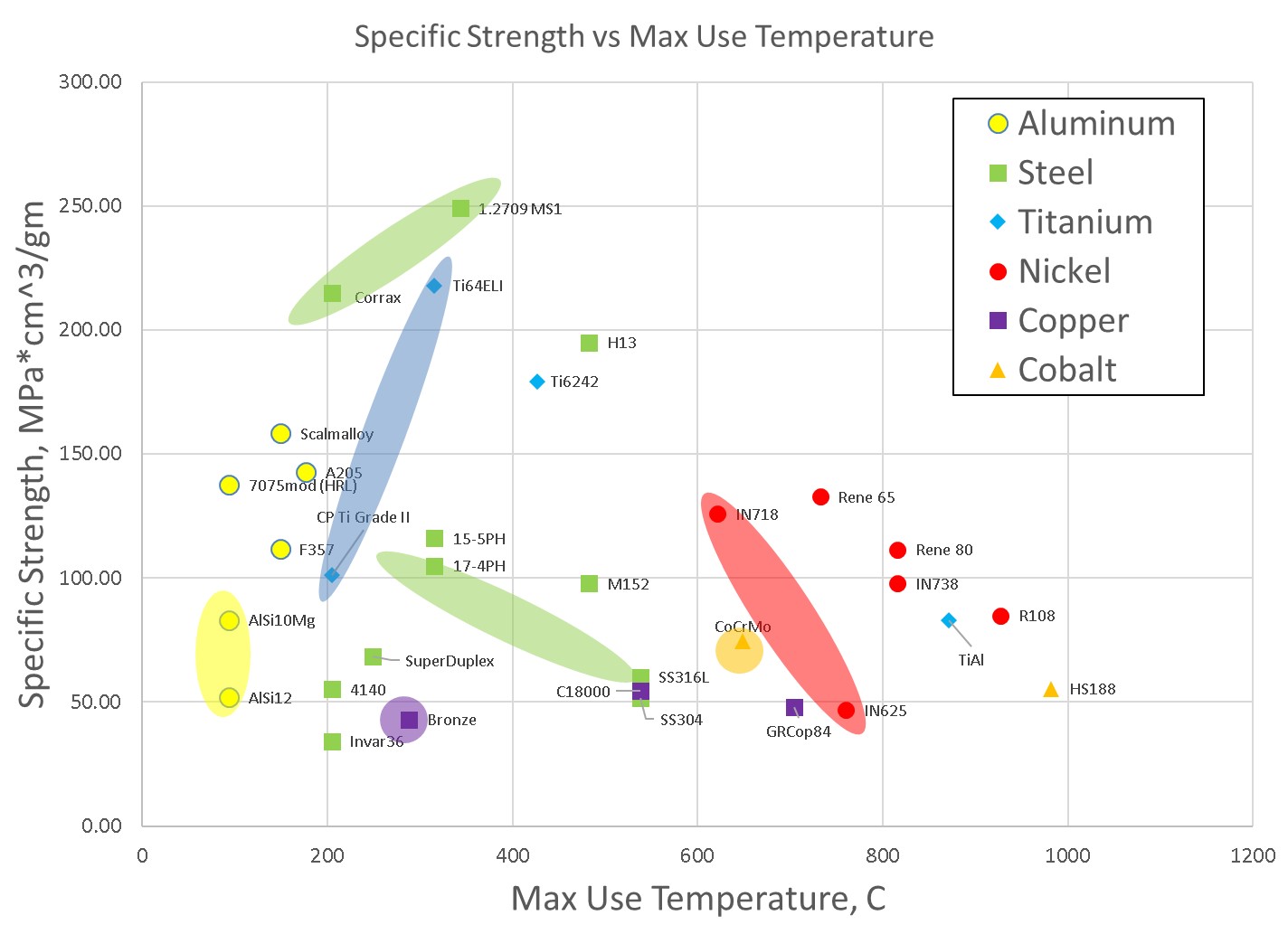
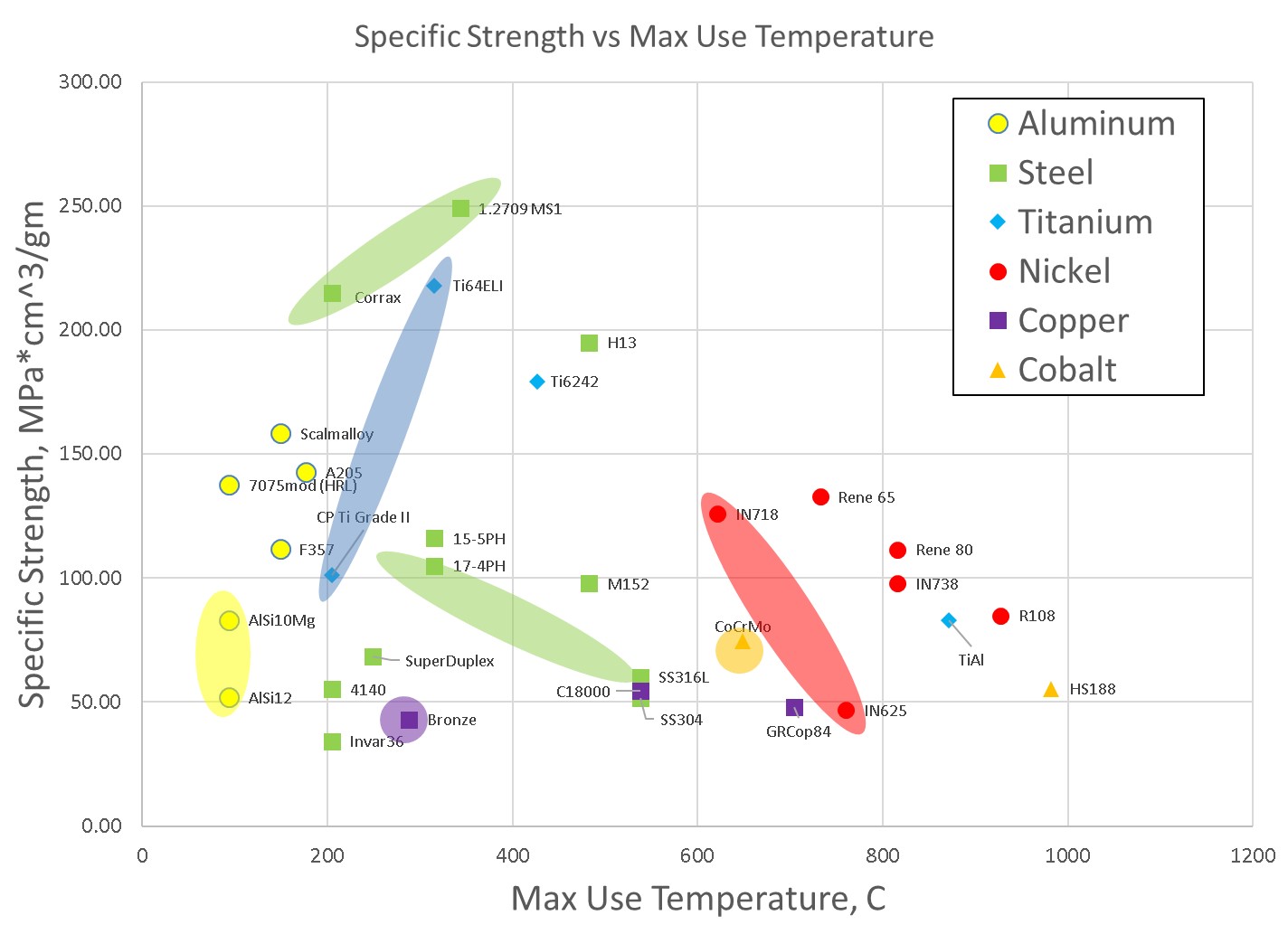
Once a customer starts to understand the needs and constraints of their part, we can start to help them down select to an alloy family and look at the specific needs that will guide them through the alloy selection process. For example, operating temperature requirements will help us down select massively, because there are only certain alloys that operate in higher temperatures, and there are more cost-effective alloy options available for lower temperature applications.
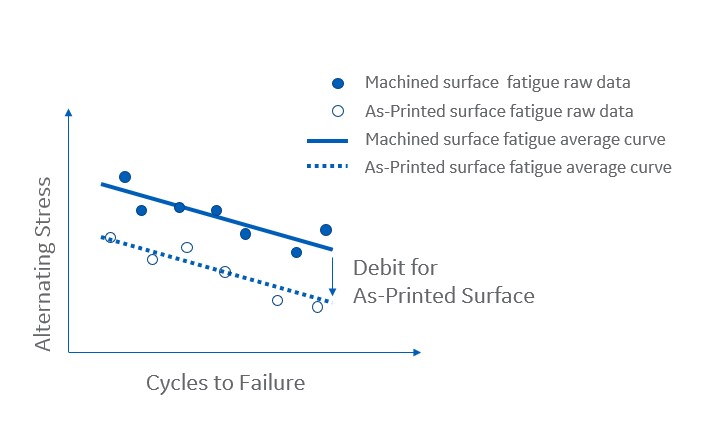
As a customer’s part design develops further, we can start to think about the operating environment of the component and the key properties needed, such as tensile strength, fatigue, and corrosion resistance. Once we establish the functional part requirements, we start to get a clearer indication on which alloy might be best.
How is alloy selection in additive different to conventional manufacturing?
One of the things that customers often realize quickly is that there is still a limited amount of data for additive manufacturing alloys. While there may be very good data sheets and well-thumbed handbooks for alloys in conventional manufacturing, such as casting and for industry-specific sector applications—for instance in aerospace—these material databases don’t yet exist for additive manufacturing materials.
So, early on in the design process, customers can sometimes get hung up on wanting data that hasn’t been generated, and the absence of data is something that many people, particularly engineers, are not used to—especially if they have been using the same materials for many years.
Work is ongoing to build these databases for additive. In the meantime, it is possible to leverage existing property databases of different alloys to help down select when we don’t have the specific additive manufacturing data in front of us.
Is there an opportunity to write, or rewrite, the handbook on alloy selection?
There are two paths to talk about here. The first is the materials pathway, and designers today really need to hit the reset button and look at what materials are available today and the opportunities that additive manufacturing offers.
With additive you can throw out many design assumptions that you previously had to envision and create more complex and customized geometries. I would put materials into the same line of thinking as well.
If you’re redesigning a new part using additive, you’re not only going to remove the need for machining, but you can also step back and realize that you don’t need to make these parts out of the same material that you have been doing for years.
If you start designing the part for the functionality it needs, then you can understand what you need out of your material, and what you might have previously thought was your optimal material may well be different once you’ve gone through that redesign process.
It all comes down to you driving towards the additive manufacturing alloy that is right for you.
Do those alloy handbooks and previous experience lead additive users to make assumptions about alloy selection?
There’s an assumption that customers need to have their legacy material to be able to do additive. Our team has been asked on many occasions if we have a certain material available for additive, and when we don’t, they believe that additive simply won’t work for them. We need to break down this assumption, because you can do it. You just need to work out how you can get there rather than fixating on a particular material.
Another assumption is that there is a barrier to additive manufacturing because of a lack of property data, and if it’s not available in a handbook, customers think that they can’t design a component.
As I mentioned, there are ways to work around this, and this is one of the ways GE Additive supports and adds value for its customers. From materials development to characterization, we aid in the design and offer our expertise to help generate any property data that is required.
In many cases, the barriers are not as big as people believe, as it’s often isolated data points that need to be found, such as tensile data or a specific fatigue design point.
Do designers always want to know about material properties straightaway, or are they thinking about the part, the end application or the machines first?
It varies from customer to customer and often depends on their previous exposure to additive. Some customers come in with an engineering mindset, others with a design mindset, while others come in with preconceived notions about additive. When we talk about additive, we refer to the entire additive ecosystem: the materials, the powder, the machines and the processes, which individually and collectively are all important.
Of course, the machine is important, but equally so is the material-process property relationship, and you need all these things if you wish to get the properties that you need for designing and manufacturing parts with consistent capability. No one aspect is more important than the other, as they are all related and all of them are critical.
So, if you choose to focus on the performance of the machines but neglect the other aspects (a robust process and the right materials developed), then you’re never going to get to designing parts or manufacturing parts in high volumes.
What are some of the practical steps to alloy selection?
When a customer is first starting their additive journey and trying to hit that reset button, come up with a design—and take advantage of additive’s design freedoms—you don’t need to be thinking about material properties at this point. When you’re starting to run analyses on your parts, and you know what environment(s) they’ll be operating in, you’re already starting that down selection process.
Designs will typically fall into two camps. The first will give an additive user good functionality and they will be able to make it work with an existing material. The second approach is more revolutionary, and users will need to go out and invest time and money to develop the material to enable this design because it doesn’t exist today.
One thing to note with either approach is that, because we don’t have thousands of alloys in the additive manufacturing portfolio, users might not find the optimal material. However, with the design flexibility possible with additive, customers can almost always produce something that’s better than the conventional product.
How does GE Additive help customers find the right material for them?
Depending on the customer’s needs, we have the capabilities to help them all the way from the beginning to understand what additive is, how to design for it and what the capabilities of additive are, through to material development and characterization, and all the way to industrialization and setting up a production factory.
A lot of it depends on the customer’s baseline understanding of additive when they come to us. So, for a customer who has already been doing some prototyping and already has a design in mind, we can help them in developing the material property data and process that will help them industrialize.
No matter the starting point, the customer’s journey pulls in different aspects of our team’s expertise, from materials characterization to the process experts in each modality, as well as our specialists who can help to design an alloy that can optimized for additive manufacturing and/or possesses specific material properties.
Across the wider GE family, we have a deep seam of materials knowledge that we can leverage. We’re more than a machine manufacturer. We also look at the whole ecosystem of additive—from a manufacturing approach, a machine design approach and the process development qualification that is required for the heavily regulated industries we operate in.
We also have an AS9100-certified production facility in the US for aerospace manufacturing, so our work spans many areas, from process development and machine creation, all the way through to producing parts and hardware.
Is there a need for more industry standardization (ISO, ASTM)? What role do industry standards/standards bodies play in the role of alloy selection?
We’re starting to see some standards being put out by major organizations, such as SAE, ISO and ASTM for a few alloys and modalities. There is a lot of work on standards in the laser space, and again, we’re starting to see specifications for some alloys, such as Ti6Al4V.
So, in the industry standards area, things are maturing, and discussions are ongoing to develop those specifications across laser, EBM and binder jet. Some are in the early stages, though, so there is still a lot of variability.
Overall outlook
While additive might seem daunting to companies who are used to having everything they know at their fingertips, in the form of industry handbooks and data sheets, it is important to discard any preconceived notions about additive and reset your way of thinking in order to harness its full potential.
Once you discover that additive could be an option, users of the technology experience a redesign process that will provide the right alloy for each intended application and much better design freedoms than is possible with conventional manufacturing methods.
Working with industry experts, like GE Additive, can not only help to guide you through the development and redesign process, but it will help you to understand the needs of the whole additive ecosystem and find ways of obtaining any necessary data that you need for your part.
If you’re at any stage of additive development and design, or want to know more about it, please contact us.