
Investor Conference
Investor Conference 2023: Take a Look at a Dozen of GE’s Biggest, Most Groundbreaking Technologies




This Thursday, GE will hold its annual Investor Conference at GE Aerospace’s Customer Technical Education Center and nearby manufacturing facilities in Cincinnati and will feature keynote presentations from GE Chairman and CEO and GE Aerospace CEO Larry Culp, GE Vernova CEO Scott Strazik, and leaders from both businesses.
Employees
‘It’s All About Purpose’: This Engineer Calls the Shots in GE’s Factory for Jet Engine Super Ceramics

Loren Finnerty manages more than 300 shop floor workers and engineers at GE Aerospace’s giant Asheville plant in North Carolina, where thousands of advanced composite components are produced every year for GE jet engines, such as the GE9X, as well as the

Dubai Airshow
Shake It Off: GE’s Record-Breaking Jet Engine Is A Dust-Busting Powerhouse
At the Dubai Airshow this week, one of the most anticipated sights will be the Boeing 777X, Boeing’s new plane powered by the GE9X, the most powerful jet engine in the world. But thrust is just one of the engine’s many attributes.

beyond technology
'Twas The Upgrade Before Christmas: Santa’s Sleigh Gets A High-Tech Makeover

Aerospace
Hotter Air: Ceramics Are The Secret To Lighter, Faster Jet Engines
After examining the possibility of ceramics being used in flight in 2001, scientists from the Institute for Defense Analyses starkly concluded, “There may be more pigs flying than ceramics in the future.” It’s easy to see why when you think of a coffee mug: The material is great for handling heat but breaks catastrophically when met with force.

investors
Annual Meeting: GE Shows Shareowners Digital Industrial Future
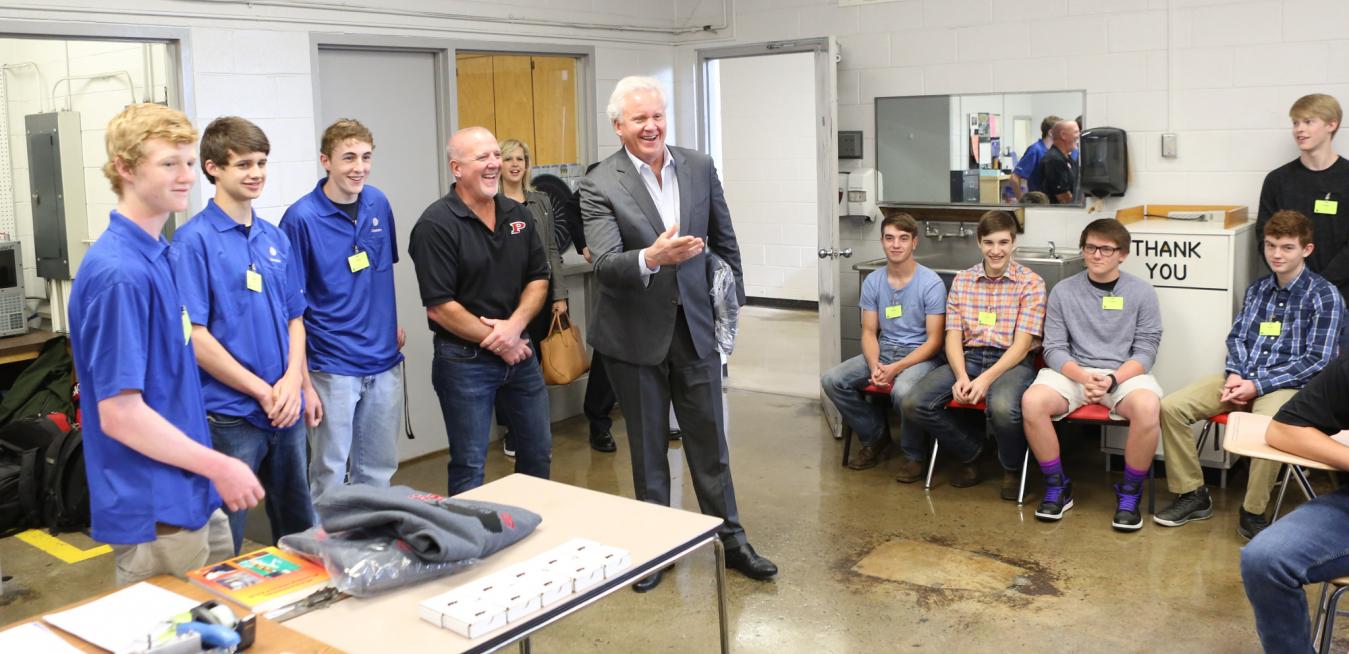
jobs
Ready For Takeoff: This Apprentice Program Is Launching Jobs In A Jet Engine Factory For High School Kids
tags

materials
Keeping Guinness On Speed Dial: Here’s How GE Turbines Can Push Record Efficiency Ever Higher

FIA16
Space Age Ceramics Are Aviation's New Cup Of Tea
