GE additive blog
3 Reasons Medical Device Manufacturers Should Embrace EBM
Mike Cloran of GE Additive dives into the nuances that make EBM a great technology for orthopedic applications and interviews EBM engineer Dave Bartosik to talk technically about the EBM process.

mike cloran
My additive journey started in 2011 when I accepted a job with Morris Technologies, Inc. (MTI), a globally recognized leading service provider for additive manufactured parts. It was there that I was first exposed to this unique technology and could immediately see its potential and limitless possibilities.
I still remember the first time I saw the metal additive process in person. It was on a laser machine. I stood transfixed as the laser danced across a metal platform, melting micro-thin layers of metal powder to create shapes once thought impossible. When the process was complete, the final part(s) were buried in a bed of metal powder, which when the platform was raised, would rise like a phoenix as the powder fell away.
MTI was a pioneer in the use of additive manufacturing (AM), established in 1994 with a focus on creating plastic prototypes using a stereolithography machine. Nine years later they brought the first ever laser powder-bed-fusion Direct Metal Laser Melting (DMLM) machine to the United States.
Quickly establishing themselves as experts in the metal laser powder bed fusion market, MTI decided to diversify their offering with another AM technology. In early 2012 the company acquired an A2 EBM (Electron Beam Melting) machine from Arcam. I was already enamored with AM, and this machine helped grow my excitement for metal additive even further and solidified, in my mind, that AM was going to be a major disruptor to the traditional manufacturing methods.

Laser 
EBM
Both Morris Technologies and Arcam became part of GE in recent years. And with that, a wealth of knowledge and expertise on the EBM process was embedded in our company DNA. Dave Bartosik, a senior engineer with GE Additive, is an EBM expert and will explain how the process works as we progress through this piece.
Like DMLM machines, the Arcam EBM machine also melts layers of metal powder to manufacture parts, but the differences between DMLM and EBM are striking, especially when evaluating the application range in the medical implant sector.
1) Stackability maximizes build chamber productivity
One of the most compelling aspects of EBM is the capability to maximize the build envelope. You aren’t just confined to the number of parts that can fit on the X and Y axes. With EBM, parts can be nested and stacked on top of one another. One of the first projects we printed on the machine was a mesh ball with a one-inch diameter. We were able to produce more than 200 in one build due to the stackability feature. This translated to real-life medical applications as we see acetabular cups being produced in EBM in the same way.

So, how does all this work?
Dave explains: “When a layer of powder is distributed across the platform, the entire layer is lightly sintered before the powder is melted based on the geometry of the part. The semi-sintered powder bed provides the necessary mechanical support for 3D nesting. To nest parts anywhere within the build volume, they simply need ~20 mm of supports on the downfacing surfaces.
While supports are necessary on surfaces less than 60 degrees from horizontal, they need to extend only 20 mm below the part. The supports act as both mechanical anchors and thermal stabilization for the layer being processed.”
2) High temperatures eliminate the need for stress relief, saving time
In the laser process after the platform is removed from the machine and the powder evacuated, it would usually be sent off for a stress relief. Then it would be brought back in house to have the EDM wire machine cut the parts from the build plate. EBM parts do not need to be stress relieved, due to the high temperature in the build chamber. Also, the parts are not melted directly to the platform, so they do not need to be cut away using a secondary operation. Streamlining production steps to a single machine provides significant improvements in overall turnaround time and encourages Lean Manufacturing principles. The end result is time savings for the manufacturer.

“Because of the high process temperatures (and resulting low internal stress within the parts), there is no need to physically anchor printed parts to a build plate,” says Dave. “With the EBM process, the option exists to print parts directly on the build plate or float the parts on supports. When using the most common EBM alloy, Ti64, parts printed on the build plate are able to be removed without a cutting process such as a bandsaw or wire EDM. Because stainless steel (build plate material) and titanium alloys (printed material) have incompatible weldability, the parts simply pop off the plate when the build is complete and has cooled down.”
3) Recycled EBM powder integrity saves money
Also, similar to DMLM, the vast majority of the unused powder is recoverable. However, with EBM, parts are encased in a cake of powder that needs to be blasted apart in a powder recovery station, which uses the same type of powder for the blasting agent to avoid contamination and ensure powder integrity.
Dave also shared some other unique aspects of EBM. “Because the beam is controlled via electromagnetic lenses, we are able to manipulate the beam much faster than the typical laser scanner. With the ability to rapidly change beam speed and focus, EBM uses multi-spot techniques to emulate multiple beams. Up to 100 simultaneous weld pools can be maintained to decrease print times.
“Printing in a vacuum environment enables production of high purity components. The vacuum also allows for high process temperatures to be sustained throughout the build. Alloys that typically crack under cold, rapid solidification conditions (e.g., titanium aluminide) can now be printed and allowed to cool slowly, generating the desired microstructure.”
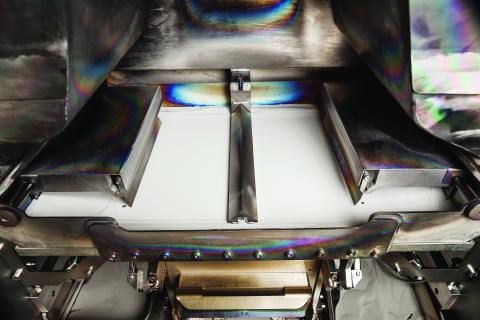
Inside the EBM build chamber 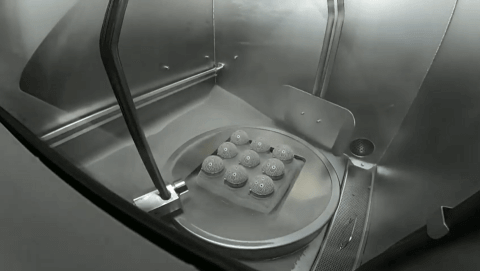
Inside the PRS 30 - Powder Recover Station
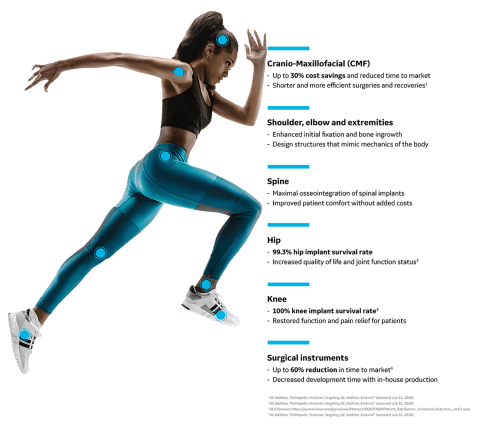
Metal additive continues to evolve. It’s not just a fascinating technology but also an efficient way to make parts and unleash the power of imagination, encouraging designers to think beyond the impossible. We are already seeing extensive use of EBM in the medical industry for manufacturing a variety of medical devices, and this is increasing as more orthopedic customers are recognizing the benefits of the technology.
- Improved cage geometry and functional integration
- Customized porous structures to mimic human bone
- Open structures for additional bone graft and increased surface area
- Improved surface topography for enhanced osseointegration
- Weight optimization and reduced material waste
One thing that is important to note: EBM and DMLM are complementary technologies, and each has a valuable place in the additive manufacturing landscape. Are you interested in learning more about metal additive technologies? See below for links to some valuable resources. Or visit the GE Additive website at ge.com/additive
EBM is a proven leader in cost-efficient AM solutions to produce orthopedic implants. Download the EBM technical paper to learn more.
